注塑模具
此条目需要精通或熟悉相关主题的编者参与及协助编辑。 (2015年12月14日) |
注塑模具是一种生产塑料制品的工具;也是赋予塑料制品完整结构和精确尺寸的工具。因为主要的生产方法为将高温熔化之塑料透过高压及机械带动注入注塑至模具中,故又称之塑料注塑模具。


根据要制造的零件类型,模具设计为两板或三板模具。模具结构取决于零件的形状,这决定了分型线的选择、流道和浇口的选择以及零件顶出系统的选择。模架尺寸取决于零件尺寸和每个模具规划的型腔数量。[1]
分类
注塑模具依成型特性区分为热固性塑料模具、热塑性塑料模具两种;依成型工艺区分为传塑模、吹塑模、铸塑模、热成型模、热压模(压塑模)、注塑模等,其中热压模以溢料方式又可分为溢式、半溢式、不溢式三种,注塑模以浇注系统又可分为冷流道模、热流道模两种;以按装卸方式可分为移动式、固定式两种。
模具设计的注意事项
- 耐高温(作为成型熔融金属、铸造陶瓷粘土,或某些类型的塑料)。
- 良好的冷却模具和成型。
- 抗高压(大多数塑料注射製模)。
- 可生产性 (加工技术限制,许多专职设计的人员不一定具备现场技术经验,常会天马行空设计不具备生产可能的模具与成品图)
- 模具材料的大规模生产或单独使用(成本考量)。
- 模具成品穴的数量,产量最大化。
- 塑料零件的墙壁厚度(注塑模具的天然技术限制,过于薄壁的地方容易造成后续问题,因此模具以及成品本身的墙壁厚度都是需要考虑的点)。
- 合模线或分模线的位置。
- 不可有倒角或死角。
- 生产机台的尺寸与参数
- 模具的预计生产及拆卸次数(模具有分等级,有专门做来试验产品设计的低等级模具,也有用来超大量生产的高级模具,使用的材料等级和设计会有所差别)
- 模具机构的干涉(不正确的机构行程或摆放位置,会造成机构之间的咬伤、摩擦、撞击,严重影响安全和模具寿命)
材质
模具的材质直接影响冷却效果,其选用原则为:
- 机械加工性良好(加工刀具不易磨损)
- 材料组织均匀没有缺陷(模具寿命减短或直接报废)
- 机械性质良好,强度、韧性、耐磨耗性良好
- 表面加工性良好
- 热处理容易,变形少
- 焊接性良好
- 耐热性良好,热膨胀系数低(模具寿命减短)
- 疲劳强度大
- 容易取得
常用模具零件及标准零件
定位环(Locate ring)
注塑机喷嘴,借由定位环与中心料道对齐,以防止塑料在注射过程中渗漏。

注道衬套(Sprue bush)
这将有2°至4°,从注塑成型机的喷嘴锥形。该材料进入通过浇道套的模具中,通常是由碳钢材料和表面硬化的。

固定板 (Clamping Plate)
上固定板(Top Clamping Plate)、下固定板(Bottom Clamping Plate) 用以在注塑成形机固定安装的模具外部结构
侧模板
母模板(固定侧模板)Cavity Plate、公模板(可动侧模板)Core Plate
间隔块(Spacer Block)
母模:
将固定板与母模隔开,为了防止热板热能被母模吸走。
或是安装热浇道系统以实现多点入浇。
公模:
将固定板与公模隔开,中间为各种顶出机构及回位机构。
顶出板
上、下顶出板 通常位于模具可动侧,用以固定、做动顶出机构
顶出板导销(ejector guide pin)
用途为导引顶出板顶出作动用,通常会在顶出板上加装导套。
顶出销(ejector pin)
用以顶出的小型支柱状顶出机构
顶出套筒(ejector sleeve)
顶出套筒由端面全面顶出,外观不会有顶出痕迹出现。

顶出杆(ejector rod)
回位销(Return Pin)
为了确保顶出机构在下一次注塑关模前必须回复原位,让顶出机构回复的方式通常为回位弹簧或回位销。 回位弹簧:与注塑机台顶出动作同步进行,所以是最好的顶出回位方式。 回位销:在回位弹簧无法确定动作时,利用母模将回位机构顶回,为了确定顶出机构正常回位的保险装置。
回位销弹簧(Coil Spring)
用于将顶出机构回复原位,为最常使用的回位方式。 回位弹簧最常使用零件小至钢线弹簧大至氮气弹簧。
承板〈Support Plate〉
导向零件
模具上通常还设计有导向零件,以确保动、定摸合模时准确对中。常见的导向零件是由导销和导套组成。
导销(Guide pin)、导销衬套(Guide Bushings)


注道抓销(sprue snatch pin)
流道抓销(runner snatch pin)
停止销(stop pin)
斜角销(angular pin)
用以在开关模具时候带动滑块(Slide)运动的机构
拉杆(puller pin)
开闭器(parting lock set)

分割模块(或称为滑块)
日期章(Date Code insert)
许多产品会设计用以表示生产时间的图示,在模具上就是刻印日期网格或安装相应的日期章,使其在成形时直接反应在成品上
加工方法
模具制造使用两种主要方法:放电加工、机械加工,历来的方法在其使用传统形式制造模具。随着科技的发展,CNC加工成为主要方式,使更多的复杂的模具与模具的细节,比传统方法在较短的时间更精确制造。常见加工方法如下:
模穴(cavity)
在模具内所留下与成形品一样形状之空间,以便容纳熔融的塑料,经过保压与冷却后成形为产品,此空间亦称为模腔穴。通常较小之成品,为了经济与效率考量,会设计为“多穴模具”,例如一个模具具备数个相同或相似膜腔,用以快速生产。
脱模锥度(Draft Angle)
通常标准的脱模锥度,1 度至 2 度(1/30 至 1/60)之内。深度在 50 至 100 毫米者大约在 1.5 度左右,100 毫米者大约在 1 度左右,肋骨则是不得小于0.5 度厚度不得小于 1 毫米,以利模具制作及增加模具的寿命。
遇到有咬花(Texture)需求,建议脱模角度必须比一般情形再大一些,其所赋予的脱模角度,最好可以有 2 度以上,但是脱模角度不要大于 5 度为准。
如遇到不允许具备脱模锥度的成品,则要以倒钩方式处理,但是价格必然昂贵,应尽量避免。 [2]
格子状
格子与格子间距至少要大于 3 毫米太小无法脱模。
强度计算
成型作业中,由于模具的变形,自然导致成型品的形状及尺寸精度有所变化,为防止模具因加压而变形破损,必须针对模穴的承受框构造及承板的强度,来计算其注塑压力。 [3]
| h=侧壁的厚度(毫米) | b=框型的厚度(毫米) |
| p=模穴内的压力(kg/cm ) | E=杨氏系数(kg/mm ) |
| a=承受压力部的高度(毫米) | d=容许翘曲量(毫米) |
| l=模穴一边的长度(毫米) |

⑴ 方形模穴底部无框形构造
- 两端有固定梁之计算方式,注意避免转角处产生应力集中的现象。
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {pal^{4}}{32Ebd}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/a2306f84657245ac5aacdf610d02efe6198453a0)

⑵ 方形模穴底部为一体的框型构造
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {Cpa^{4}}{Ed}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/355b8f5b5cc8dd1ba44bcc996f591cda64bb56d4)

C值乃取决于 1/a 的常数
方形模穴的底部成为一体时的常数 C
| 1/a | C |
| p=1.0 | 0.044 |
| a=1.2 | 0.062 |
| l=1.4 | 0.078 |
| l=1.6 | 0.090 |
| l=1.8 | 0.102 |
| l=2.0 | 0.111 |
| l=3.0 | 0.134 |
| l=4.0 | 0.140 |
| l=5.0 | 0.142 |
- 无底部构造的情形,其强度较大,一般模具加工大多采用此法。
⑶ 圆形模穴的框形构造
| R=外半径(毫米) |
| r=内半径(模穴半径)(毫米) |
| m=蒲松氏比(Poisson,s ratio) |
- ,


⑷ 承板
- ,
![{\displaystyle h={\sqrt[{3}]{\frac {5pal^{4}}{32Ebd}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/8062c46deed73cfec0557f9a3ecc05ebc0d5743a)

| h=承板的厚度(毫米) | E=杨氏系数(kg/mm^2) |
| p=成形的压力(kg/cm ) | B=板宽(毫米) |
| b=承受压力部的板宽(毫米) | d=容许翘曲量(毫米) |
| l=承受压力部的长度(毫米) | L=间隔版的间隔(毫米) |
为求防止毛边的产生,最好将最大翘曲量控制在0.1 毫米以下。
防止模板厚度增加而加装支持块(support block)时,长度越短越好。
样式
基本样式
二板模
二板模是最常用的模具类型,具有成本低、结构简单及成型周期短的优点。 [4]
三板模
三板模的流道系统位于中环板(拨料板)上,开模时拨料板顶出流道及衬套内的废料,在三板模中流道与成品将分开顶出。 [4]
热浇道、(热流道)模
注塑模具可分为“热浇道模具”及“冷浇道模具”两大类,热流道保持聚合物在熔融状态可以不断继续注塑。
其他样式
双色注射製模(Bi-injection)
混色注射製模(Interval Injection)
夹层注射製模(Sandwich Injection)
清角、伏陷物、倒扣位、凹陷(抽芯机构)

在设计任何塑料成型品,所要考虑是如何自模具中完整脱离,成形品侧面有凸出或凹入对模具内成形品的顶出方向产生干涉作用,此干涉部分称之为清角。例如孔、文字等。[5]
当制品的侧面带有孔或凹槽(伏陷物)时,除极少数制品(伏陷物深度浅,塑料较软)可进行强制脱模外,在模具中都密考虑设置侧向分型(瓣合模)或侧向抽芯机构(可动式例型芯)。常用的抽芯机构为斜导柱分型抽芯、弹簧分型抽芯、弯销分型抽芯、齿轮齿条抽芯等;抽芯可借助于手动、机动、液动或气动等方式来实现。
型腔
是构成塑料制品几何形状的部分。具体说,构成制品外形部分叫凹模(又称阴模、母模仁),构成制品内部形状(加孔、槽等)称型芯或凸模(阳模、公模仁)。总之,构成型腔的元件件统称为成型零件。型腔的设计首先要根据塑料的性能、制品的几何形状、尺寸公差,使用要求等来确定腔型的总体结构。其次是选择分型面、确定浇口和排气孔的位置,脱模方式等,然后按制品尺寸进行各种零件的设计及各个零件间的组合方式。另外,还应对成型零件进行正确的选材及强度、刚度的校核,同时还要考虑加工设备的操作要求。
浇道、浇口的设计
适当的模具设计乃为制造成功的塑料制品的先决条件,直接影响成本。[6]
浇道

浇道(也称作流道)的功用是导引熔融的塑料,从注塑机的射嘴射入模具型腔中,对于成品有莫大影响。浇道有分主浇道、次浇道。按照是否加热可分为热流道和冷流道。
浇道需要设置 1.5 度的斜度,斜度越大塑料越容易脱离浇道,但斜度越大冷却时间就越长。喷嘴须比浇道小 0.5 毫米,以方便塑料脱离浇道。
指连接喷嘴到分流道之间的一段流道,与浇口处于轴心线上,可以直接开设在模具上,但常常加工成主流道衬套再紧配合于模板上。为便于取出流道赘物,主流道形状呈圆锥形.锥度为 2 至 6度。,其进口端直径应比喷嘴孔径大 0.5 至 1 毫米,便于对中和减小流动阻力;进口端与喷嘴头接触处开成球面;为使喷嘴头能紧密地与主流道配合,主流道进口球面的半径应咯大于喷嘴头半径。
主流道出口端设有冷料阱,为捕集喷嘴端部两次注射间产生的冷料.防止堵塞分流道及浇口;冷料阱的直径约为 8 至 10 毫米,深约 6 毫米。为了顺利地脱模,其底部常设计有脱模杆,脱模杆的顶部呈曲折钩形或设下陷沟槽,以便脱模时,能顺利地拖出主流道赘物。为减少赘物回头量,主流道长度应尽量短。
流道
是主流道和浇口之间的过渡部分;为满足熔体以等速充满各型腔,分流道在模具上的排列应成对称和等距离分布;并要求其形状使熔体流动时压力损失最小,能快速充模。故常做成圆形、半圆形、梯形、矩形和椭圆形,但以半圆形和矩形、梯形较易加工。在保证制品质量和正常的工艺条件下,分流道的截面应尽量小,长度尽可能短。
流道断面形状
- 圆形:直径一般为 3 至 8 毫米,流动阻力相当少,模具加工中,上下的对合不容易。
- 梯形:模具加工容易,流动阻力相当大,仅适用于热硬化性塑料。
- U形:模具加工容易,流动阻力略大。
- 半圆形:模具加工最容易,流动阻力大,仅适合用于试做型模具。

|

|

|

|
|---|---|---|---|
| 圆形 | U形 | 梯形(b =1.2~1.5d) | 半圆形 |
断面配置
当熔融的材料必须以相同的流动状态,几乎同时达到达多数模穴中时,其原则如下:
- 各个模穴距离必须相同。
- 避免急转弯浇道。
浇口
浇口虽然与成品成形性及内部应力有相对的影响,但实际上还是要依据成品形状来决定,必须使用哪种形式的的浇口。
- 杆状浇道:又称无横浇道 [7]
- 直接浇口:直接浇口不需横浇道,竖浇口直接与制品连结,成形后须后加工将成品与gate剪开,直接浇口材料流动状况佳,可使模穴有足够的成形压力,因此较难流动材料,采用直接进浇口则容易成形。
- 环形浇口:又叫盘状浇口
- 限制型浇口
- 热流道式浇口:
| 类型 | 名称 | 功能 |
| 直接浇口 | (sin esquema) | 直接进浇口不需横浇道、竖浇口直接与制品连结,压力损失少。 |
| Entrada cónica | Alimentan el polímero permitiendo una ligera relajación de esfuerzos. | |
| 针状进浇口 | 进浇点于开模时可以自动切断,与制品分离取出,适于全自动成形,进浇口位置可以自由选择,多点进浇口也易于安置。 | |
| Entrada lateral | Alimentan desde un lado del molde; comúnmente utilizadas para impresión múltiple. | |
| Entrada anular | Se usan para moldear partes huecas ya que su flujo es previamente modificado a la forma final. | |
| 网状浇口 | 又称圆盘进浇口,这种进浇口是与竖浇口的末端相连的圆板状横浇道设置薄的膜状进浇口。 | |
| Entrada de abanico | Sirven para cubrir áreas grandes o largas de manera homogénea y distributivamente correcta. | |
| 搭接型浇口 | Estas compuertas minimizan el efecto de jet y ayudan a lograr un flujo de régimen laminar cuyo número de Reynolds es adecuado para la inyección. | |
| 薄片浇口 | 又称模状进浇口、扇形型浇口,进浇口宽度几乎与制品宽度一致,厚度很薄。 |
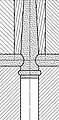
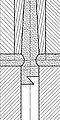
冷料井(Cold Slug Well)

又称,冷料穴、滞料部,其目的防止冷却的塑料料即称之为冷料渣(cold slag),进入模穴进而影响产品品质,冷料井的位置通常在主流道与次流道交接处,必须设置直径距离大于流道直径的冷料井(如图所示),如此成品品质较为均匀。
顶出机构
顶出机构良好设计不仅不损坏成品,节省相当人力、成本。所须考虑之因素有3种:
- 成品之形状及厚度,太薄的地方不适合使用顶出销只适合用气压顶出。
- 成品体积与顶出机构相对正比。
- 与分模线之相对位置。
- 顶出的平衡性(顶出机构若不平衡,会使产品顶出产生倾斜、成品受损)
顶出机构共有4种:[8]
- 顶出销(也称:顶针):作用在于将成型件自模穴中脱出,由于在脱模时并非完全冷却状态,所以顶出销于力道参数会有所不同,一般顶出销都做在公模面 而有顶出销之附近必须要有补强肋 以避免造成顶出压力将成品顶成弯曲变形
- 顶出套筒(也称:司筒):
- 剥料板(也称:推板):可自动剥离料头的功能,主要是帮助成品和料头分离利用剥料板顶出,气压顶出可以代替。
- 气压顶出:要设置压缩空气通路和气阀,加工较简单,适用于轻的、薄的软性塑料。杯子、水桶等深、特别薄肉的制品,脱模极为有效。
顶出梢有各种形状,圆形的梢与梢孔加工容易,和脱料板比较的话,滑动阻力小,而且在成形品的各部的任何位置均可设置。
顶针的形状共有4种:
- 标准的平头顶针:
- 刀切型顶针(也称:扁顶针):
- 阀形顶针(也称:伞针):
- 或分段层次型顶针(也称:有托顶针):
脱模装置
在开模过程中,为了将制品能迅速和顺利的自型腔中脱出,常在模具中设置脱模装置,主要有以机械方式和液压方式顶出脱模的两种形式。前者是通过固定在机架上的顶出杆来完成,顶出杆的长度可调;开模时,当移动控板后,顶出杆穿过移动模板上的孔口,触及模具上的脱模板而顶出制品。后者是籍助于油缸液压力实现顶出,顶出力和速度可调。二者各有优劣,可根据加工设备、制品尺寸来选用。
竖浇口固定销、拉出机构
为了确保成品与料头能一同留在公模(也称:后模)上,使用三种常见的拉出机构: [9]
- 倒锥型
- 沟型
- Z型
-
 倒锥度
倒锥度 -
 * 沟型
* 沟型 -
 Z型
Z型



通气孔、排气孔、排气槽(Air Venting)
若有正确的排气措施,容易填充塑料,可减低塑料温度及注塑压力,提高填充速度生产量提高,减少瑕疵品产生,选择模具排气点,最好的位置在塑料最后到达的地方和产品容易气烧的地方开排气,不过排气孔过大容易发生毛边,或是使用真空泵浦,强制排气。
模穴内若残留空气,会造成材料充填不足,其装置设置原则:[10]
- 在成型材料最后充填的位置加工
- 选择容易精密加工的地方
- 选择容易去除毛边的地方
可以通过做镶件或镶排气钢等方式在困气的位置,通过镶件的间隙或排气钢疏松的气孔将型腔内的气体引出模具进行排气。
当塑料熔体注入型腔时,在料流的尽头常积有气体(空气、蒸汽或其它气体等),如不及时排出,会使成型制品上出现气孔、表面凹痕等,甚至会引起制品局部烧焦、颜色发暗等;因此,模具中应开设诽气孔,排气孔一般设在型腔内料流的尽头,或没在模具的分型面上;亦可利用顶出杆与顶出孔的配合间隙、脱模板与型芯的配合间隙排气。通常,排气孔的深约 0.025 ~ 0.1 毫米,宽约 1.5~6 毫米。
模温控制

塑料熔体注射入型腔后,根据不同塑料和制品的要求.往往要求模具具有不同温度,因为模温对制品的冷却速度影响很大,从而对制品中的内应力、结晶与取向作用带来影响;所以必须控制模温,以便控制冷却速度。
热的传递方式有辐射、对流和传导三种,在模具中塑料带入模具所产生的热量借由传导被模具吸收热量占 95 %,由辐射、对流散发到空气中约有 5 %,在注塑加工过程中,温度的变化是最重要的影响因素,更对于成品的品质有极大影响,间接影响生产效率。
模具温度控制方式,是在冷却管道中流动的液体冷却模具,由于水相当廉价,所以水是作为初级冷却剂来冷却模具,水可以通过引导模具缩短快速冷却时间。通常较冷模具更有效,因为这样可以有更快的生产周期时间。但是,这不一定是正确的,因为部分材料太冷反而有反效果。
模具在不好散热的部位(如:被塑料零件四周包裹的部分)也可以通过导热性良好的铍铜材料将热量快速传递到流经其的冷却水上带走,从而达到冷却的效果。
也有熔融温度高的塑料需要模具进行加热注塑,例如使用电阻丝加热棒镶嵌在模胚板中加热模具。
模具冷却所使用之液体,水及油2类;通常常见的为水、冰水、水加防冻剂3种。[11]
反之当需要提高模具温度时,则是使用热水、蒸气或电热线,来加热模具。
| 冷却媒体 | θ (℃) |
ρ (kg / m²) |
Cp (℃ / kg) |
h (kg / m.h.c) |
( m² / 秒) |
Pr (普兰特尔数) |
|---|---|---|---|---|---|---|
| 水 | 0 | 999.8 | 1.007 | 0.4773 | 1.789 X 10 | 13.6 |
| 20 | 998.2 | 0.998 | 0.5142 | 1.006 X 10 | 7.03 | |
| 40 | 992.1 | 0.998 | 0.5392 | 0.658 X 10 | 4.35 | |
| 60 | 983 | 0.998 | 0.5599 | 0.478 X 10 | 3.01 | |
| 80 | 972 | 1.002 | 0.5753 | 0.364 X 10 | 2.72 | |
| 100 | 958 | 1.006 | 0.5865 | 0.294 X 10 | 1.75 | |
| 乙二醇 | 0 | 1130 | 0.536 | 0.2614 | 4.8 X 10 | 400 |
| 20 | 1118 | 0.557 | 0.2485 | 19.2 X 10 | 173 | |
| 40 | 1110 | 0.579 | 0.2356 | 8.8 X 10 | 86 | |
| 60 | 1087 | 0.602 | 0.2227 | 4.9 X 10 | 52 | |
| 锭子油 | 40 | 871 | 0.461 | 0.1230 | 7.93 X 10 | 92 |
| 80 | 832 | 0.502 | 0.1213 | 3.4 X 10 | 42.1 | |
| 120 | 807 | 0.57941 | 0.1187 | 1.91 X 10 | 25.3 |


θ:温度
ρ:冷却媒体比重
Cp:冷却媒体比热
h:树脂传热系数
:冷却媒体的运动黏性系数(动黏滞系数)
Pr:普兰特尔数 [12]
接头连接的位置

冷却水接头连接的位置(包含一切需要在模具外进行连接的孔道)应设置在不会妨碍模具固定在注塑机压板上的地方。在可能的状况下,所有的出入口均应设在模具底部,若把冷却水孔设计在侧边则可能妨碍工作;同样把冷却水孔设计在上面如发生溢漏,则有可能冷却水进入到模具内部塑料成型位置。[13]
流量
流体进入模具温度与从模具流出来温度温差太大时,不利于模具的温度分布,流体夺走模具内塑料的热量而升温,升温过高时,代表流体进入模具不足。 [14]
温差大也说明冷却水路的设计不理想。也可以通过测水路入口与出口的压力差得到冷却水路在模具中的压力损失,判断水路设计是否合理。
管道零件
模温机
模温机由水箱、加热或冷却系统、动力传输系统、液位元控制系统、温度感测器等零件组成。
水垢
配管内的流水所含有的有机物或无机物,容易成为水垢结晶的核心 因为水垢的附着、淤积,造成流速降低容易引起配管堵塞。也会影响模具冷却效果造成能源浪费、缩短配管寿命等,清洗配管、更换新管,都会使成本增加。
整修
保养
模具经试验或生产塑料成品后,若暂不使用,则应该完全擦除模具内塑料成品渣滓、灰尘、油污等,涂上防锈油或防锈剂,放到适当场所放置。[15]
保管

保管场所要选择有搁架、无尘、通风良好的场所,湿度保持在 70 % 以下否则会有急速生锈的问题。
要有模具保管纪录,可供今后修善、新制...等,参考。[16]
塑料模具设计常用软件
参考文献
- ^ Injection Molding Machine Manufacturing
- ^ 《塑模设计与加工》,林信隆 编著,机械技术出版社,1987年2月,13页
- ^ 《工程塑料注射製模》,张钦隆 编译,机械技术出版社,1992年5月,69页
- ^ 4.0 4.1 《塑料产品设计》,叶乃台 译,旋风出版社,1979年8月,41页
- ^ 《塑料工程学》,谢俊雄编著,文京图书有限公司,19763月5日,230页
- ^ 《注射製模用注道及浇口之设计》,吴家驹 编译,新太出版社,1979年11月
- ^ 《塑料无浇道成形技术》,村上宗雄 编,刘守一 译,复汉出版社,1979年9月
- ^ 《注射製模模具制作》,白石顺一郎 编著 依日光 译,复汉出版社,1982年12月,148页
- ^ 《塑料产品设计》,张子成、邢继纲 编,全华图书,ISBN 978-957-21-6219-4,2008年2月,2-26页
- ^ 《工程塑料注射製模》,张钦隆 编译,机械技术出版社,1992年5月,78页
- ^ 《塑料注射製模用型模设计基准》,吴家驹 编译,新太出版社,1979年3月,66页
- ^ 《注射製模工厂的合理化技术》,塑料世界杂志社,1995年4月,20页
- ^ 《塑料注射模具设计基础》,郭杰克 译,大孚书局,1986年2月,207页
- ^ 《注射製模模具制作》,白石顺一郎 编著 依日光 译,复汉出版社,1982年12月,133页
- ^ 《注射製模模具制作》,白石顺一郎 编著 依日光 译,复汉出版社,1982年12月,248页
- ^ 《注射製模模具制作》,白石顺一郎 编著 依日光 译,复汉出版社,1982年12月,249页
- ^ 《塑料模具》,冉新成 编著,印刷工业出版社有限公司,2009年7月1日,ISBN:9787800008498
书目
- 《塑料物性入门》,陈世春 译,复汉出版社
- 《机械制造》,孟继洛、傅兆章、许源泉、黄圣芳、李炳寅/著,全华图书
- 《实用塑料模设计与制造》,郭振杉 张建安 熊秉杰 合著,徐氏基金会
- 马金骏编﹕《塑料模具设计》(修订版)﹐轻工业出版社﹐北京﹐1984。
- J.B.戴姆著﹐沈金堂译﹕《注塑模具与注射製模实用手册》﹐化学工业出版社﹐北京﹐1987。(Joseph B.Dym﹐Injection Molds and Moldding﹐A Practical Manual﹐Van Nostrand Reinhold Co.﹐New York﹐1979.)
- 《塑料模材料选用及热处理、表面处理》,邱锡和编著,塑料工业技术发展中心
- 《塑料模具设计学:理论、实务、制图、设计》,张永彦编著,全华科技图书,2009年1月7日,ISBN:9789572169339
- 《注射製模模具制作》,白石顺一郎 编著 依日光 译,复汉出版社,1982年12月
- 《注射製模模具设计》,张荣语编著,高立图书,1992年,
- 《塑料模具结构与制造实务》,张文华编著,全华科技图书,1996 年,103〜136页。
- 《实用模具设计理论与实务》,詹福赐编著,全华科技图书,1993 年,47〜62页。
- 《塑料注塑成形模具设计》,金属工业发展中心编印,1990 年,200〜247页。
- 《塑料成形品的设计》,邱标麟编译,复文书局,1995年,211〜215页。
- 《实用塑料模具学》,张永彦编著,全华科技图书股份有限公司,1992年,124〜153页。
- 《模具概论I》,施议训、邱年鸿、邱士哲,全华科技图书,1998年,3页。
- 《模具概论II》,颜凯堂、李文华,全华科技图书,2005年,23页、76页。
- 《模具概论III》,彭世宝、施议训、邱士哲,全华科技图书,1987年,2页、278页。
参见
外部链接
- (繁体中文) 财团法人塑料工业技术发展中心
- (繁体中文)(英文) 台湾区模具工业同业公会 (页面存档备份,存于互联网档案馆)